Gewicht en oppervlakte van de brug hebben veel invloed op het uiteindelijke geluid. Voor steelstrings wordt meestal gekozen voor de zgn. ‘Belly Bridge’: vergeleken met het klassieke model breder achter de snaren. Hierdoor krijgt de brug voldoende lijmoppervlak om de grotere trekkracht van de stalen snaren te weerstaan zonder te zwaar te worden. De grootte van het oppervlak beïnvloedt de stijfheid van het bovenblad, dit heeft vooral invloed op de hoge tonen.
Een zware brug zorgt voor: | Een lichte brug zorgt voor: |
| – meer sustain | – betere respons |
| – minder hoog | – meer hoog |
| – minder volume (vooral in het hoog) | – meer volume |
Voor een nylonsnarige gitaar is het optimale gewicht 20-23 gram, een compromis tussen respons, sustain en volume. Voor een steelstring is het gewicht minder kritisch: de stalen snaren bevatten door hun massa meer trillingsenergie, dus ook meer energie om over te brengen op de brug. Bij een steelstring kan het bruggewicht tussen de 25 en 40 gram liggen, en om dezelfde reden zou een basgitaar met snaren die 4 x zo zwaar zijn een nog zwaardere brug kunnen krijgen. Maar dat is tegenstrijdig met het doel zoveel mogelijk volume uit een relatief kleine basgitaar te krijgen, daarom wordt het gewicht relatief laag gehouden.
Het gewicht van mijn brugontwerp was bij de eerste gitaar 28 gram (palissander).
Het ontwerp voor de bas:
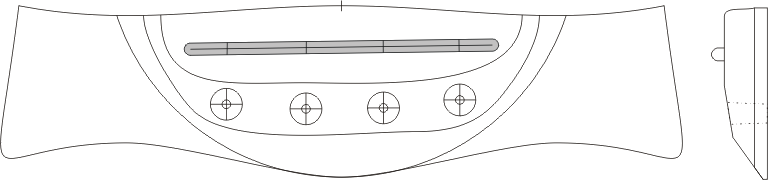
Omdat deze bas met de vingers bespeeld gaat worden wordt de snaarafstand 54 mm tussen de twee buitenste snaren.