Het blad wordt aan twee zijden glad en dun geschaafd tot de 2,5 mm is bereikt. Tussendoor regelmatig blijven voelen of het blad niet te slap wordt!
Belangrijk is te letten op de zgn. ‘runout’: de vezels lopen niet helemaal parallel aan het oppervlak, daardoor zal de schaaf van één kant happen. Omdat de twee helften gespiegeld zijn, is de vezelrichting van beide helften tegengesteld! De buitenkant wordt mooi glad afgewerkt met een schraapstaal.

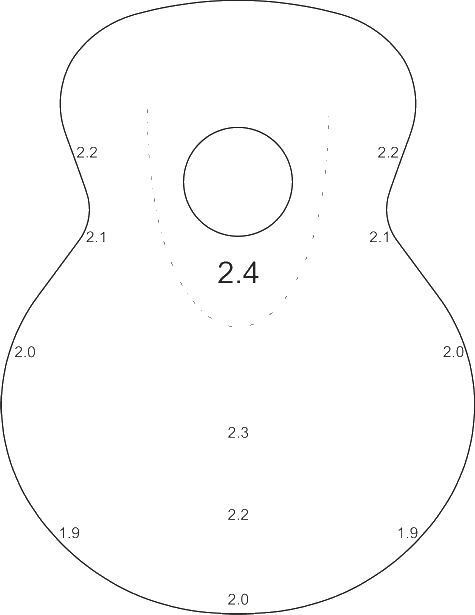
Na het uitzagen van de uiteindelijke vorm (3 mm te ruim) wordt alleen nog de binnenkant bewerkt: diktevariaties aanbrengen volgens plan, en de uiteindelijke dikte laten bepalen door voelen en tappen. Let op de minimale dikte in verband met de sterkte.